


01 適用范圍
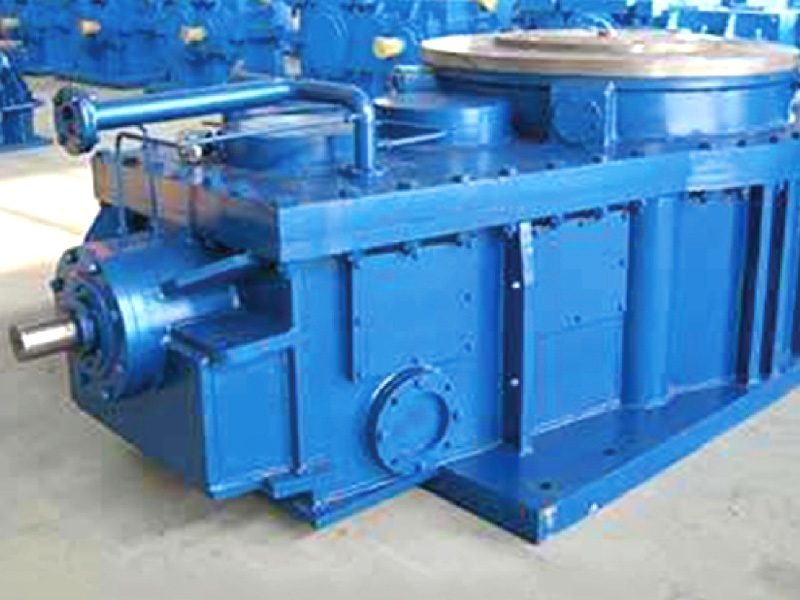
適用于煤礦井下用各類減速機(jī)的檢修、修復(fù)(SEW、JS系列)。
02 交接檢查
設(shè)備進(jìn)廠交接時(shí),首先清點(diǎn)外部附件數(shù)量和設(shè)備有關(guān)的零部件進(jìn)行檢修前的驗(yàn)收交接,詢問使用單位運(yùn)轉(zhuǎn)情況及存在故障。
03 清理、拆卸,
3.1 清理減速機(jī)外表油污及附著雜物。
3.2 根據(jù)檢修的減速機(jī)準(zhǔn)備合適的拆卸工具,紫銅棒、扳手、錘頭、繩頭、釬子等;準(zhǔn)備好所需的材料,砂紙、棉紗、清洗劑、油石、塑料薄膜、油盤等;
3.3 拆除高速端聯(lián)軸節(jié)或液力偶合器。3.4將低速端輸出齒輪或聯(lián)軸節(jié)拆除。
3.5 打開減速箱端蓋及上蓋,將各級(jí)傳動(dòng)齒輪、軸承取出。
3.6 對(duì)于配合較緊密的零件,嚴(yán)禁硬性拆卸,防止損壞零部件;需加溫拆卸的必須加溫拆卸。
04 檢修、修復(fù)
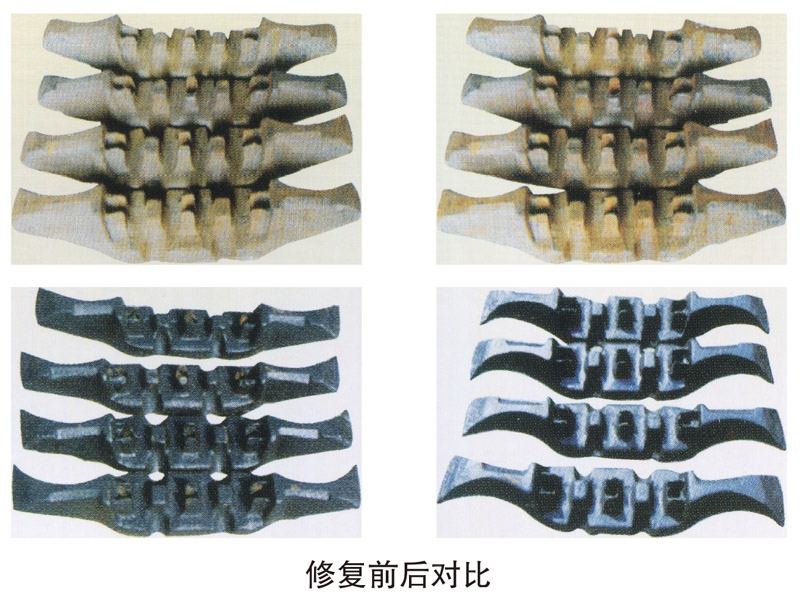
4.1 檢查齒輪的磨損情況,檢查齒輪的嚙合位置和嚙合面積,軸承磨損情況,不符合要求予以更換。傳 動(dòng)軸出現(xiàn)裂紋時(shí)必須更換,軸與齒輪、軸承配合處磨損量小于軸徑的3/1000時(shí)允許修復(fù),齒輪磨損量超過齒厚的15%-----20%時(shí)應(yīng)更換,高速齒輪應(yīng)成對(duì)更換,齒根出現(xiàn)裂紋、兩相鄰的齒輪破碎、齒輪體裂紋、齒面點(diǎn)蝕面積超過齒寬的30%、齒高的50%或剝落坑超過齒厚的10%能情況之一,必須更換,齒輪表面的碰、擦和塑性變形而產(chǎn)生的凸起必須修復(fù),更換的齒輪、軸其制造、裝配的技術(shù)必須符合設(shè)計(jì)要求。
4.2 檢查減速箱體有無裂紋和變形,與軸承配合的座孔處有無明顯磨損,如不符合要求予以更換并清洗干凈,箱體和箱蓋出現(xiàn)裂紋時(shí)允許焊補(bǔ)修復(fù),經(jīng)修復(fù)后的箱體不應(yīng)有漏油、滲油現(xiàn)象,箱體軸承孔磨損后其配合未超過下一-級(jí)配合時(shí),允許使用,超過時(shí)應(yīng)修復(fù)或更換,箱體上的螺栓孔磨損后,允許擴(kuò)大- -級(jí), 但必須配相應(yīng)聯(lián)結(jié)件,修復(fù)和更換的箱體和箱蓋應(yīng)符合有關(guān)規(guī)定。
4.3 檢查高低速端聯(lián)軸節(jié)與軸的配合孔有無磨損,安裝彈性部件的部位有無變形和磨損,同時(shí)檢查彈性連接件的磨損情況,不符合要求的予以更換。
4.4 檢查滾動(dòng)軸承:滾 動(dòng)軸承更換按軸承的技術(shù)要求執(zhí)行。
05 裝配
5.1 將各級(jí)傳動(dòng)齒輪和軸承依次裝入減速箱體內(nèi),并利用調(diào)整墊調(diào)整齒輪和軸承的接觸位置和各種間隙。5.2將減速箱結(jié)合面涂抹密封膠安裝到位,并將螺栓按對(duì)角依次緊固。5.3將高低速端聯(lián)軸節(jié)安裝到位,并將彈性連接件固定好。
5.4 裝配精度要求:符合JT/136- -- -- -94 要求。
06 驗(yàn)收試運(yùn)轉(zhuǎn)
6.1 減速 器修理后均應(yīng)做無負(fù)荷試運(yùn)轉(zhuǎn),運(yùn)轉(zhuǎn)應(yīng)平穩(wěn)、無沖擊、無異常震動(dòng)和噪聲,各密封件不得漏油。
6.2 試運(yùn)轉(zhuǎn)時(shí)間不得少于0.5-1小時(shí)。6.3 性能平穩(wěn),達(dá)到完好標(biāo)準(zhǔn)。
6.4 記錄整機(jī)試驗(yàn)各性能參數(shù),并存入《設(shè)備修復(fù)流程及出廠檢驗(yàn)記錄表》
| 上一條:減速機(jī)的維修 | 下一條:本質(zhì)安全型電源 |